¶ 3D Druck FDM MSU
Das PDF Dokument zur 3D Druck MSU:
¶ Zusammenfassung der wichtisten Kurzinfos und Slicer Settings
¶ Warum 3D Druck?
3D Druck ermöglicht es mit niedrigen Kosten erste Prototypen oder sogar Kleinserien von Bauteilen zu realisieren. Benötigt wird hierbei ein 3D Drucker und Material. Beides findest du bereits in der GG, wobei das Material im Betriebspreis für den 3D Drucker bereits verrechnet wird. Ein großer Vorteil des 3D Drucks liegt ebenfalls in der sehr freien Formgebung der Bauteile. Bei subtraktiven Verfahren wie zum Beispiel Drehen, Fräsen oder Bohren sollten die Bauteile eine niedrige geometrische Komplexität aufweisen (z.B. Quadratisch, zylindrisch, gerade Linien, etc.) wobei bei additiven Verfahren wie beim 3D Druck die geometrische Komplexität relativ hoch sein kann ( krumme Linien, keine typische geometrische Form, etc.)
¶ Typischer Workflow im 3D Druck
Der typische Workflow des 3D Druckens beginnt bei der Idee über eine Skizze zu einem 3D Modell. Dessen Parameter können am PC angepasst und gedruckt werden bis das Modell den eigenen Vorstellungen entspricht. Das Ändern der Parameter und das Drucken kann sich dabei mehrere Male wiederholen.

¶ Das 3D Modell
Gerade Einsteiger haben oft nicht die Fähigkeiten ein eigenes 3D Modell am PC zu erstellen. Hier gibt es jedoch Abhilfen. Auf diversen online Datenbanken wie Thingiverse oder Printables findet man eine Vielzahl von Modellen, Ersatzteilen, Geschenken usw. die man mit wenigen Klicks gratis downloaden kann.
Wer das 3D modellieren erlernen möchte kann sich zu einem unserer CAD-Workshops in der Grand Garage anmelden. Konstruiert wird in diesen Workshops mit dem gratis Programm Autodesk Fusion 360.
¶ Das Slicen
Als sogenanntes “slicen” wird das "Übersetzen" des Modells in einen Maschinencode bezeichnet, den der 3D Drucker versteht und ausführen kann. Das hört sich aufs erste komplizierter an als es ist. Abhilfe schaffen hier sogenannte “Slicer” wie z.B. die beiden gratis Slicer “Cura” und “Prusaslicer” die auch wir in der Grand Garage verwenden. Diese Slicer schneiden das Modell in wenigen Mausklicks virtuell in Scheibchen und erledigen für uns Menschen die Übersetzung in einen Maschinengeeigneten Code. Somit ist es auch Einsteigern leicht möglich in kurzer Zeit die ersten Modelle zu drucken.
Nichtsdestotrotz gibt es ein paar Einstellungen im Slicer, über die man als Bedienerin bescheid wissen sollte um erfolgreich drucken zu können.
1. Materialprofil
Je nachdem für welches Material man sich entschieden hat (PLA, PETG oder ABS) wird das Material im Slicer ausgewählt, damit das Programm alle wichtigen Temperaturen richtig einstellen kann.
Übersicht und Daten über 3D Druckmaterialien
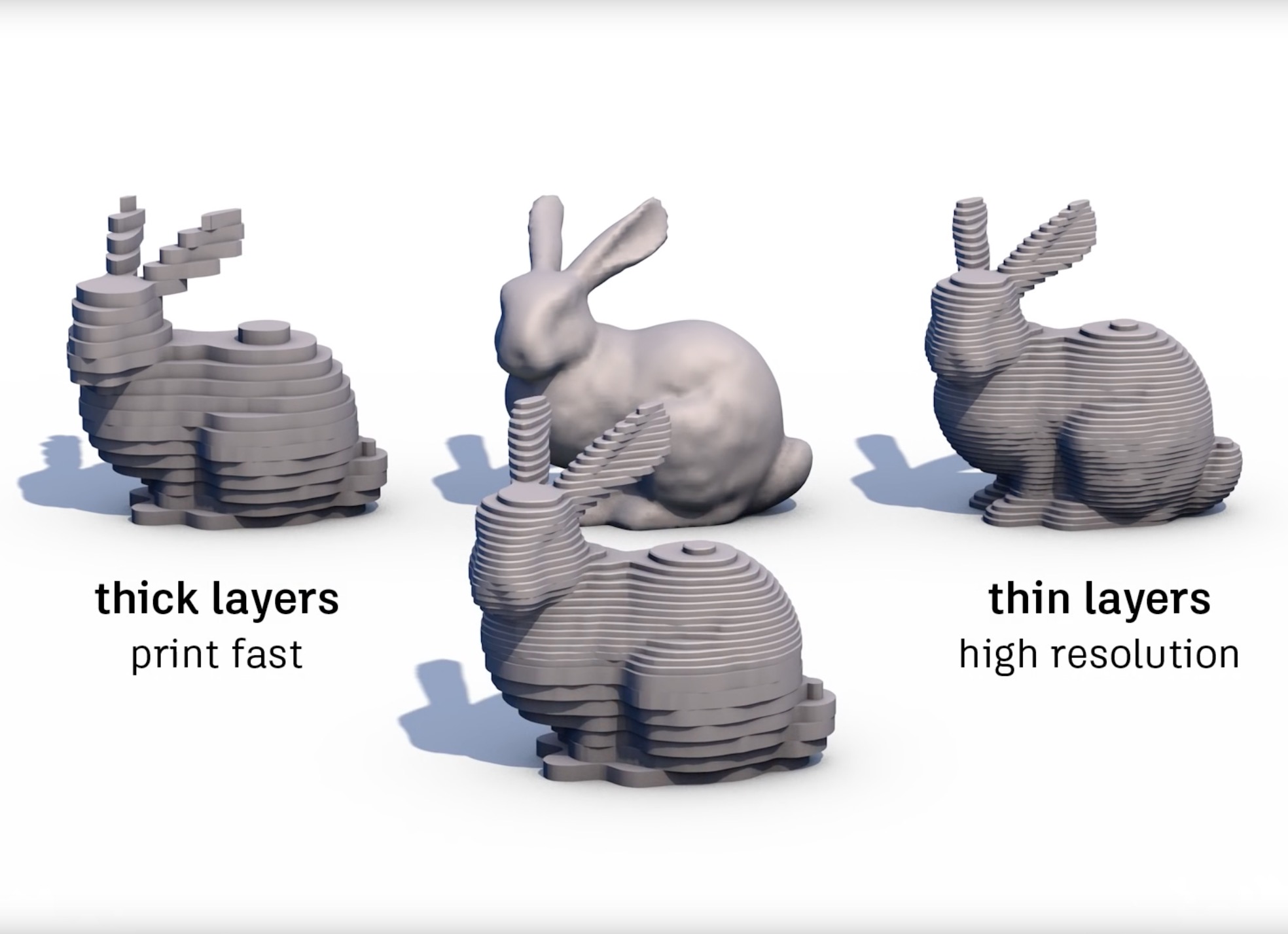
2. Schichthöhe (Auflösung der Z-Achse)
Wie schon weiter oben beschrieben “schneidet” der Slicer das Bauteil virtuell in Scheiben. Je nach Dicke der Scheiben erhält man detaillierte Drucke (geringe Schichthöhe 0.05mm bis 0.15mm) die jedoch länger Drucken oder wenig detaillierte Drucke (höhere Schichthöhe 0.15mm bis 0.35mm) die schneller Drucken. Die Entscheidung welche Schichthöhe man wählt hängt von dem Bauteil und den eigenen Präferenzen ab. Eine Schichthöhe von 0.2mm ist eine gute Balance zwischen Geschwindigkeit und Qualität.
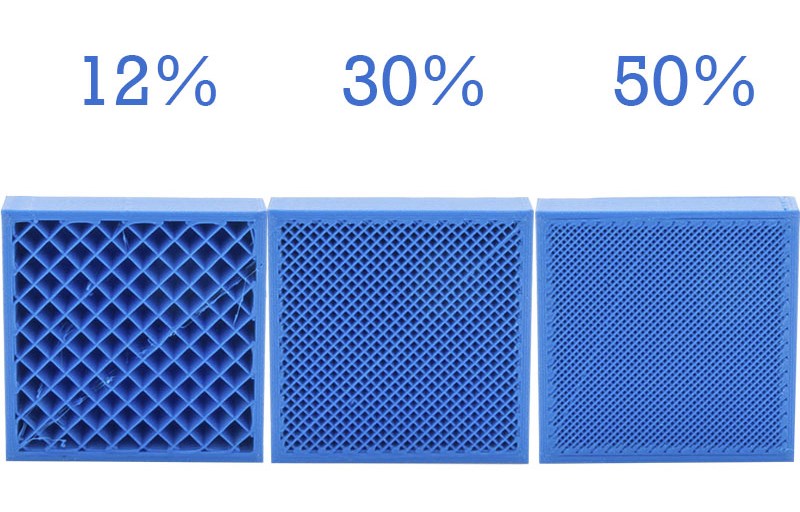
3. Der Füllgrad
Um Zeit und Material zu sparen sind die Modelle nicht voll gedruckt. Der Füllgrad (in %), auch Infill genannt, gibt an zu wie vielen Prozent das Modell gefüllt wird (0% Modell ist hohl, 100% Modell ist voll). Das Füllmuster sowie der Füllgrad können im Slicer eingestellt werden und werden vom Programm automatisch berücksichtigt. Je höher der Füllgrad desto länger die Druckzeit und desto größer die Steifigkeit. Füllungen über 50% sind nicht zu empfehlen, da ab hier die Festigkeit nicht mehr wesentlich zunimmt. Füllungen unter 5% sind ebenfalls nicht zu empfehlen, da ansonsten das Modell unter Umständen nicht mehr ordentlich gedruckt werden kann. Ein Füllgrad von 15-25% ergibt eine gute Balance von Geschwindigkeit und Festigkeit.
4. Haftung auf dem Bett
Für einen erfolgreichen Druck muss das Modell am Druckbett haften bleiben. Je mehr Standfläche ein Modell hat desto höher ist generell die Haftung am Bett. Was aber wenn das Modell eine kleine Fläche aufweist ? Zur Verbesserung der Haftung gibt es im Slicer im wesentlichen 3 Möglichkeiten.
Das erste Bild zeigt einen sogenannten “Skirt” und dient nicht direkt zur Haftung, jedoch kann man zu Beginn des Drucks schnell erkennen ob der Skirt haftet. Haftet der Skirt nicht am Bett, ist die Wahrscheinlihckeit groß dass das Modell ebenfalls nicht haftet.
Das zweite Bild zeigt einen “Brim". Beim Brim wird direkt an die erste Schicht des Modells mehrere Schichten drangefügt und so die Standfläche künstlich vergrößert was zu einer höheren Haftung führt.
Das dritte Bild zeigt ein “Raft”. Das Raft ist ein Untersetzer aus mehreren Schichten auf dem das Modell gedruckt wird.
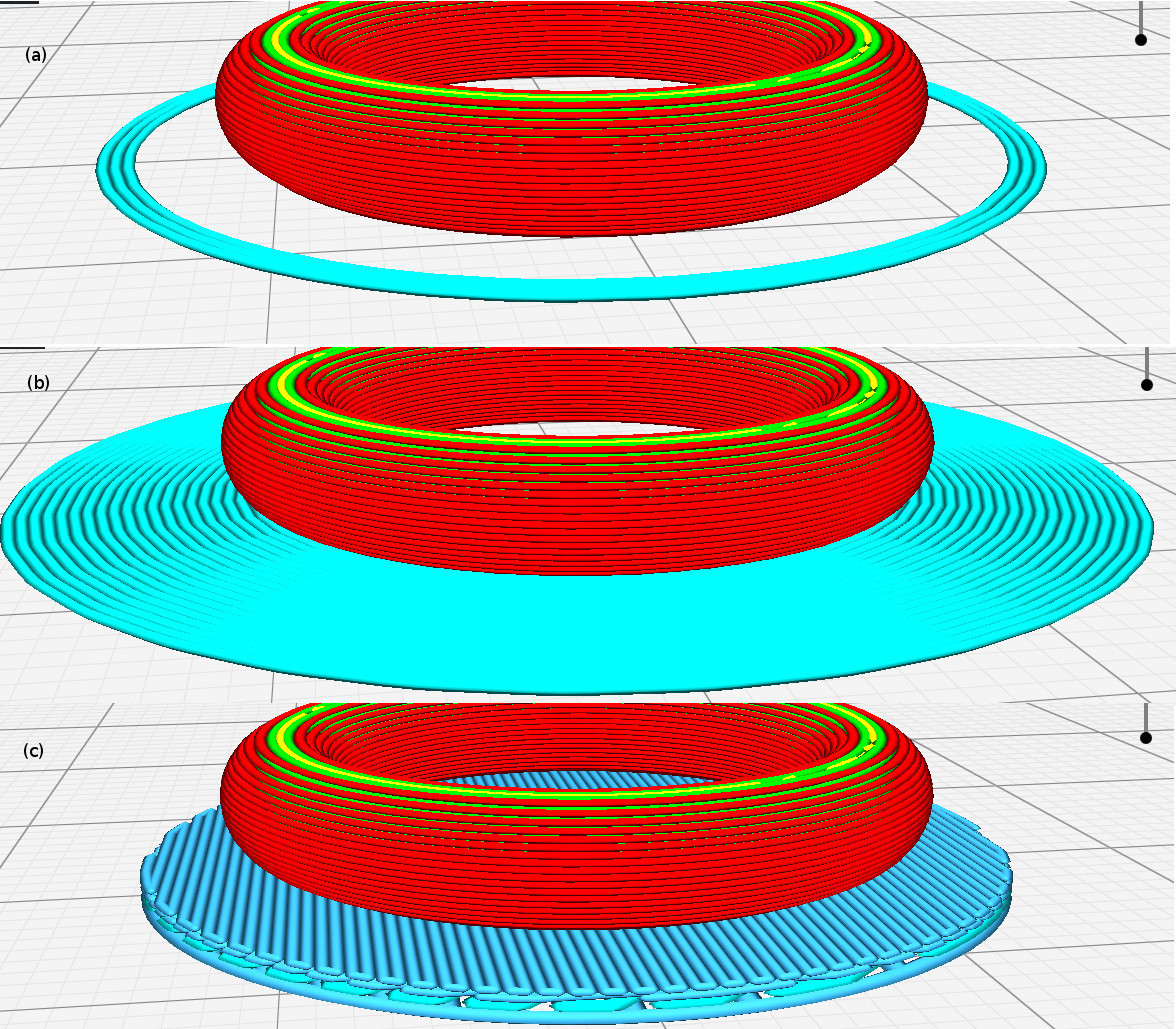
Ist man sich nicht sicher ob die Fläche ausreicht um die Haftung zu garantieren, empfiehlt es sich den Brim zu aktivieren. Der Brim lässt sich relativ leicht entfernen und der Materialverbrauch sowie die zusätzliche Druckzeit sind gering.
5. Stützstruktur
Beim FDM Drucken wird jede Schicht auf eine andere Schicht gelegt. Wenn keine Schicht darunter ist, wie zum Beispiel bei Überhängen und Brücken, benötigt das Modell eventuell Stützstrukturen. Diese werden zusammen mit dem Hauptmodell gedruckt und während des Nachbearbeitungsprozesses entfernt.
Das Bild zeigt einen Dinosaurier (mit Raft) dessen Kopf und Unterseite aufgrund der fehlenden Schichten darunter mittels Stützstrukturen gestützt wird. Der Hals des Dino wird nicht gestützt da der Überhang nicht zu steil ist.
Die Stützstruktur wird im Slicer automatisch erstellt (wenn aktiviert) und ist nicht selbst zu zeichnen.

¶ Slicer Programme
Die 2 meistverwendeten Programme sind Bambu Studio (Bambu Lab) und Prusaslicer (Prusa). Beide sind gratis, können also ebenfalls privat am Rechner installiert werden um Drucke zuhause vorzubereiten.
Du möchtest gerne lernen wie ein Profi deine Modelle zu slicen ? Darunter findest du Tutorials zum Prusaslicer und zum Bambu Studio das dir bei deinen ersten Schritten hilft:
https://www.youtube.com/watch?v=_kIqMPNQNSw
https://www.youtube.com/watch?v=xUi54VpSeek
¶ Bedienung der Drucker (erste Schritte)
Im folgenden Kapitel werden die wichtigsten Bedienungsschritte beschrieben die ihr für eure 3D Drucke benötigt.
Vor dem Einschalten des Gerätes hat sich der Benutzer zu vergewissern, dass sich im Bearbeitungsraum keine Objekte jeglicher Art befinden, welche die Mechanik des Gerätes in ihrer Bewegungsfreiheit einschränken oder behindern.
Die Geräte werden über den Fabman (schwarzes Kästchen) eingeschaltet.
Vor dem Arbeiten sind folgende Punkte zu kontrollieren:
- Kontrollieren, ob das richtige Filament geladen ist.
- Kontrollieren, ob genug Filament auf der Spule ist (eine volle Spule hat 1000g)
- Vor dem Druck die Druckplatte mit IPA reinigen.
- Vorbereitung des Drucks im entsprechenden Slicer
Nach dem Arbeiten sind folgende Punkte durchzuführen:
- Drucker und Druck auskühlen lassen!
- Druckplatte entnehmen und Druck vorsichtig von der Platte lösen (bitte keine Metallspachtel verwenden)
- Filamentreste von der Druckplatte entfernen (mittels Kunststoffspachtel)
- Geräte sauber hinterlassen!
¶ Laden und Entladen der Filamente
Siehe die entsprechende Info auf der Geräteseite
¶ Gefahren
 |
Quetsch- und Verletzungsgefahr Durch die selbst bei geöffnetem Deckel bewegbaren Achsen, besteht Verletzungsgefahr durch Quetschung!
|